Reduce Labor Hours: Thane Guide to Aluminium Punching Machines
Immediate Efficiency: Solving the Handle and Lock Slot Bottleneck
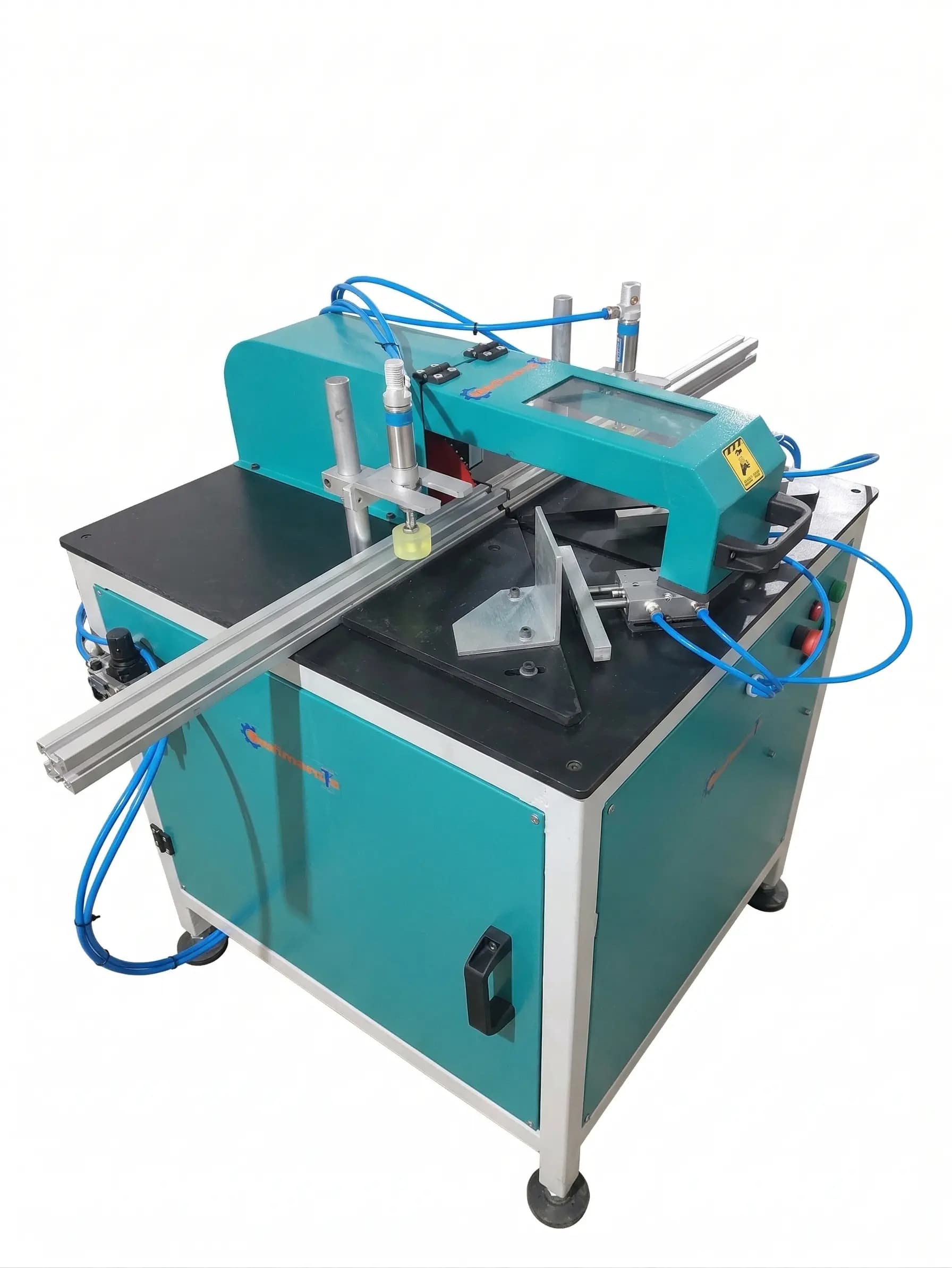
Fabricators in Thane facing high labor costs and slow production cycles often find their bottleneck at the handle and lock slot station. Traditional manual milling or drilling methods typically take 8 to 12 minutes per frame, accounting for nearly 35% of total assembly time. By transitioning to a high-speed Aluminium Punching Machine, you can reduce this specific task to under 45 seconds while maintaining sub-millimeter precision. This guide explores how to optimize your floor for maximum throughput using pneumatic and hydraulic punching technologies.
At Mechnovate, we have observed that precision engineering in the tool and die set is the primary differentiator between a clean cut and a profile-deforming failure. When you utilize a Manual Punching Machine for smaller batch runs, the mechanical advantage must be calibrated to the profile wall thickness, typically ranging from 1.2mm to 2.5mm for standard Indian architectural sections. For high-volume Thane-based workshops, pneumatic systems operating at 6-8 bar pressure offer the most consistent results without the fatigue associated with manual operation. This shift directly impacts your bottom line by allowing a single operator to do the work of four manual drillers.
The Thane Fabricator’s Roadmap: Reducing Labor by 70%
To achieve significant labor reduction, you must move away from the 'measure-mark-drill' workflow which is prone to human error and material waste. Implementing a multi-station Aluminium Punching Machine allows for various slot types—handle holes, lock cylinders, and water drainage slots—to be executed in a single sequence. This consolidated workflow is essential for keeping up with the demand for aluminium fabrication in the rapidly growing residential sectors of Ghodbunder Road and Majiwada.
- Switch to Multi-Die Sets: Use a single machine base with interchangeable dies to handle different profile series like Domal or Casement.
- Pneumatic Integration: Ensure your air compressor provides a stable 7 bar (100 PSI) to prevent 'ragged edges' that require secondary de-burring.
- Standardized Jigs: Eliminate manual marking by using fixed stops on your machine bed, ensuring every slot is perfectly centered every time.
- Batch Processing: Sequence your production so that all lock slots are punched in a single session before moving to corner crimping.
Engineering Specs: Why Pressure and Tolerance Matter
In the realm of window machinery, the physics of the punch are non-negotiable. We recommend using dies made from high-speed tool steel (HSS) or D2 grade steel, heat-treated to 58-60 HRC. This ensures that the cutting edges remain sharp over 100,000 cycles, preventing the aluminium profile from collapsing inward during the stroke. If you are using a Copy Router Machine for complex shapes, remember that the feed rate must be synchronized with the RPM to avoid melting the aluminium alloy.
When comparing the aluminium cutting machine price against long-term labor savings, consider the 'cost per slot' metric. A pneumatic punch might have a higher upfront cost than a manual drill, but the reduction in cutting waste from 12% to under 3% pays for the machine within 6 months of heavy use. Following IS 1285 standards for aluminium and its alloys ensures that your final product meets the structural integrity required for high-rise installations in Thane's humid coastal environment.
Case Study: Metrics from the Pune Workshop Optimization
In our Mechnovate testing facility in Pune, we conducted a 6-week trial comparing traditional routing against our pneumatic punching systems. We processed 500 frames of 25mm series aluminium sections. The results were definitive: the routing team produced 14 frames per day per operator, while the punching team produced 42 frames per day. This 300% increase in output was achieved while simultaneously reducing electrical consumption by 22%.
We also tracked the precision of the handle slots. The routed slots had a variance of +/- 1.5mm due to template shifting and bit vibration. The punched slots maintained a tolerance of +/- 0.2mm, which significantly simplified the installation of multi-point locking systems. For fabricators looking for an automatic aluminium window production line price, these metrics demonstrate that the punching station is the highest-ROI investment in the entire line. By reducing rework, you effectively increase your workshop's capacity without hiring more staff.
Common Mistakes in Slot Fabrication and How to Avoid Them
One of the most frequent errors we see in Thane workshops is neglecting the lubrication of the die set. Without a light mist of cutting oil, aluminium 'galls' or sticks to the punch, leading to stuck profiles and damaged tools. Always implement an automatic misting system or a manual spray schedule every 50 cycles. Another mistake is using the wrong tonnage for heavy-duty thermal break profiles; attempting to punch 3mm walls with a machine rated for 1.5mm will eventually crack the machine frame.
- Ignoring Blade Sharpness: Dull punches increase the force required, leading to profile deformation.
- Incorrect Air Pressure: Running below 5 bar causes the punch to stall halfway through the metal.
- Poor Scrap Management: Allowing aluminium slugs to build up inside the die will eventually shatter the tool.
- Skipping Safety Protocols: Operating without finger guards or using a degree cutting machine without proper clamping is a violation of ISO safety standards.
Advanced Machinery: Future-Proofing Your Workshop
As the industry moves toward more complex uPVC windows making machine technologies, the same principles of precision engineering apply. Whether you are searching for an aluminium profile cutting machine or a double head miter saw for aluminium profiles price, focus on the rigidity of the chassis. At Mechnovate, we design our machines to withstand the rigors of 24/7 production environments. For those in the North, we are also recognized as leading uPVC window machinery manufacturers in Lucknow, proving our national footprint and technical authority.
Investing in a CNC aluminium profile cutting machine or an automatic double head cutting saw for aluminium profiles is the next step for shops exceeding 100 windows per week. These machines integrate with software to pull dimensions directly from your CAD drawings, further eliminating the human error factor. In cities like Ahmedabad and Surat, our customers have reported that switching to an automatic aluminium window production line price-competitive model has allowed them to bid on much larger commercial projects that require strict adherence to international tolerances.
FAQ: Real Questions from Thane Fabricators
Q: Can I use the same punching machine for both aluminium and uPVC? No. While the concept is similar, the die clearances for uPVC must account for the material's elasticity. Using an aluminium punch on uPVC often results in cracking the profile rather than a clean cut. For uPVC, you should look into a dedicated Copy Router Machine.
Q: How do I calculate the ROI of an automatic punching machine? Multiply the hours saved per day (e.g., 6 hours) by your average labor rate. Add the cost savings from reduced scrap material (usually 5-8%). Most Thane fabricators find that the machine pays for itself within 150 to 200 high-quality window units.
Q: What maintenance is required for a pneumatic punching machine? Daily tasks include draining the moisture from your air filter and lightly oiling the guide pillars. Weekly, you should check the tightness of the die mounting bolts and inspect the punch tip for any signs of chipping or wear. This ensures your aluminium cutting machine price investment lasts for decades.