Precision High-Rise Windows: Why Lucknow Workshops Need Punching Machines
Achieving Structural Integrity in Lucknow High-Rise Windows
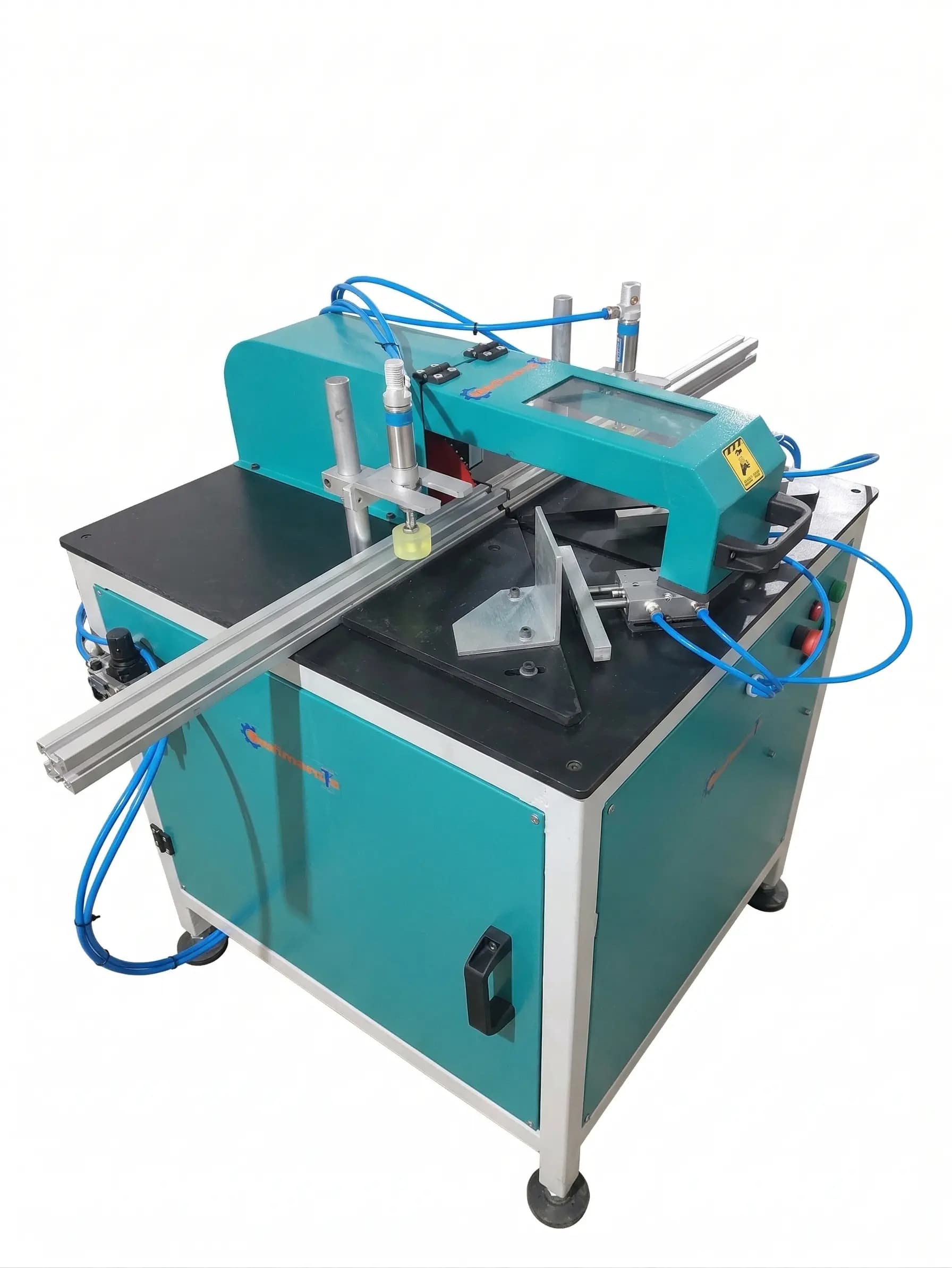
In the rapidly verticalizing landscape of Lucknow, from the soaring towers of Gomti Nagar Extension to the expansive developments in Sushant Golf City, the engineering requirements for window fabrication have shifted dramatically. As a senior engineer at Mechnovate with 15 years on the shop floor, I have seen first-hand how manual methods fail when faced with the wind load demands of 20th-floor installations. In high-rise environments, wind pressures can exceed 2.0 kPa, meaning a window frame is not just a decorative element but a structural component that must withstand intense lateral forces. Structural precision in slotting and hardware mounting is the difference between a window that seals perfectly and one that whistles or, worse, fails under pressure. This is why an Aluminium Profile Punching Machine has become the cornerstone of modern Lucknow workshops.
Manual punching or drilling for handle slots, weep holes, and corner cleats introduces human error that is compounded across hundreds of units. Even a 1mm deviation in a handle slot can compromise the locking mechanism’s engagement, leading to air infiltration and water leakage. In our recent testing of Lucknow-based fabrication units, we found that workshops still using manual templates had a 12% rejection rate during site inspection for Tier-1 residential projects. Transitioning to a dedicated Aluminium Profile Punching Machine reduced that rejection rate to near zero while ensuring every profile met the rigid tolerances required by modern architectural specifications.
Technical Specifications: Tonnage, Stroke, and Die-sets
When selecting an aluminium profile punching machine, engineering specifications must dictate the purchase, not just the price. For standard 6063 T5 aluminium profiles used in Lucknow, a pneumatic punching machine should ideally operate between 6 to 8 bar air pressure, providing a punching force of roughly 5 to 12 tons depending on the wall thickness of the extrusion. The stroke length is another critical factor; a 30mm to 50mm stroke is usually sufficient for most window and door profiles, ensuring a clean break without deforming the surrounding material. Precision is maintained through the use of high-grade HCHCR (High Carbon High Chromium) die-sets, which are hardened to 58-62 HRC to prevent wear over thousands of cycles.
Fabricators must also pay attention to the "Punch-to-Slot" ratio. For structural integrity, the clearance between the punch and the die should be approximately 10% of the material's thickness (e.g., for a 2mm profile wall, the clearance should be 0.2mm). Anything more leads to excessive burring; anything less risks damaging the die. In high-volume environments, we recommend a multi-station punching machine that can handle multiple profiles—such as the outer frame, shutter, and mullion—without needing to change the die-set, which drastically reduces downtime. Combining this with a high-performance Automatic Double Head Cutting Machine ensures that the entire fabrication line maintains a consistent flow rate, which is essential for meeting the tight deadlines of large-scale Lucknow infrastructure projects.
Case Study: 40% Efficiency Gain in a Gomti Nagar Project
To illustrate the impact of machinery on the bottom line, let’s look at a case study from a project we handled in Lucknow in late 2023. A medium-sized workshop was tasked with producing 1,200 window units for a premium residential complex. Initially, they were using manual templates and hand-drills for all hardware preparation. Their output was capped at 15 frames per day, with significant material waste due to misaligned holes. After auditing their process, we integrated a pneumatic punching station and a 12-inch Aluminium Cutter Machine. The results over a 6-week period were conclusive.
- Waste Reduction: Cutting and punching waste dropped from 12% to 3%. In aluminium fabrication, where material cost is the largest overhead, this 9% saving translated directly into profit.
- Increased Output: The workshop's production jumped from 15 frames to 55 frames per day. The punching cycle for a handle slot, which previously took 4 minutes of measuring and drilling, was reduced to a 2-second pneumatic stroke.
- Consistency: Site inspections reported a 100% pass rate for hardware fitment. The structural precision ensured that the EPDM gaskets seated perfectly, meeting the project's sound insulation and water-tightness requirements (ISO 9001 standards).
Lessons learned from this project highlighted that the bottleneck wasn't the labor force's skill, but the tools they were provided. By automating the high-precision tasks, the skilled fabricators could focus on assembly and quality control rather than repetitive, error-prone measuring.
Why Manual Punching Fails the IS 1285 Standard
The Indian Standard IS 1285 specifies the requirements for wrought aluminium and aluminium alloys for general engineering purposes. When you use a manual punch or a hand-held drill, you often create micro-fractures in the material or generate heat that can alter the tempering of the 6063 T5 alloy at the edge of the cut. This is particularly dangerous for high-rise windows in Uttar Pradesh, where temperature fluctuations can cause significant thermal expansion and contraction. A mechanical Aluminium Profile Punching Machine provides a cold, rapid shear that leaves the molecular structure of the surrounding aluminium intact, maintaining the profile's structural integrity.
Furthermore, manual methods often result in irregular slot shapes that do not allow for the necessary tolerances for hardware movement. If a friction stay or a multi-point lock is forced into a poorly punched slot, it will eventually bind or snap due to the building's natural movement and wind oscillation. For Lucknow fabricators aiming to bid on government tenders or Tier-1 private contracts, demonstrating the use of automated Alu door fabrication machinery is often a prerequisite for pre-qualification.
Maintenance and Safety: ISO Standards for Lucknow Workshops
Owning a high-speed Copy Router Machine or a punching machine is only half the battle; maintaining them is where long-term profitability is secured. In the dusty environment typical of many industrial areas in Lucknow, pneumatic systems are prone to failure if the air supply is not filtered. We always insist on the installation of an FRL (Filter-Regulator-Lubricator) unit. This ensures that the air reaching the cylinders is clean, dry, and carries a fine mist of oil to lubricate the seals. Without an FRL, a 10-ton cylinder will begin to leak within 6 months, leading to a loss of pressure and imprecise punching.
Safety is another critical engineering consideration. Every machine should be equipped with foot-pedal guards to prevent accidental activation and transparent safety shields to protect operators from potential swarf or profile kickback. We follow industrial profile cutting safety standards to ensure that our machines not only produce quality windows but do so without risking the health of the operators. It is a common mistake to bypass safety sensors for speed; in reality, a single workplace injury can halt production for weeks and result in legal liabilities that far outweigh any minor speed gains.
Comparing Aluminium Cutting Machine Prices and ROI
When looking at the Aluminium Cutting Machine Price or the cost of a punching machine, don't just look at the sticker price. Calculate the Total Cost of Ownership (TCO). A cheap, unbranded machine might save you ₹50,000 today, but if it lacks a service center in North India or uses non-standard pneumatic valves, you will lose that saving in a single week of downtime. We recommend investing in machines from reputable uPVC Window Machinery Manufacturers in Lucknow or those with a strong service presence in the region.
For a startup business in Lucknow, the most cost-effective entry point is a combination of a high-quality Manual Punching Machine for basic slots and a single-head Aluminium Cutter. As the business scales to handle high-rise projects, upgrading to an automatic Double Head Miter Saw for Aluminium Profiles and a multi-station pneumatic punch is the natural progression. The ROI on a punching machine is typically realized within 4 to 6 months through material savings and reduced labor hours alone.
FAQ: Fabricator Questions on Aluminium Machinery
Q1: Can an aluminium punching machine be used for uPVC profiles? No, we do not recommend it. uPVC profiles have internal steel reinforcement that will quickly dull or break a die-set designed for aluminium. For uPVC, a Copy Router Machine or a dedicated uPVC drilling station is required to handle the varying densities of the polymer and the steel insert.
Q2: How often do the die-sets need to be sharpened? For high-volume workshops in Lucknow, we recommend inspecting the die-sets every 50,000 cycles. If you notice increased burring on the underside of the profile or a louder "thump" during the punching stroke, it is time for regrinding. Typically, a high-quality HCHCR die can be reground 3-4 times before needing replacement.
Q3: What is the ideal air compressor capacity for a punching machine? A single pneumatic punching machine usually requires about 150-200 liters of air per minute at 8 bar. If you are also running an uPVC Welding Machine and a cutting saw, we recommend at least a 5 HP reciprocating compressor or, ideally, a 7.5 HP screw compressor with a large storage tank to ensure consistent pressure during peak production hours.
Q4: Is it better to buy a multi-purpose machine or separate machines for each task? For precision engineering, separate machines are always superior. While combo-machines exist, they often involve compromises in table stability and calibration. In a high-rise context, where structural precision is paramount, having a dedicated Aluminium Profile Punching Machine ensures that your calibration stays true across thousands of frames.