Eliminating Lock-Hole Misalignment: Copy Router Benefits
The Engineering Reality of Lock-Hole Misalignment in Kanpur Workshops
Lock-hole misalignment is the single greatest cause of post-installation service calls for aluminium window fabricators in Kanpur. In my 15 years of workshop experience, I have seen that most misalignment issues are not caused by the hardware itself, but by the manual drilling process. When a technician uses a hand drill or a low-speed bench drill, the bit tends to 'walk' across the smooth surface of the aluminium profile. This results in holes that are off-center by even 1.5mm, which is enough to make a multi-point lock stick or fail to engage.
For a fabricator in the Panki or Dada Nagar industrial areas, this translates to wasted material and lost reputation. To eliminate this, a copy router machine is the essential tool. By using a 1:1 ratio template and a high-speed spindle, the machine ensures that every lock, handle, and pulley hole is placed with a tolerance of +/- 0.1mm. This level of precision engineering is what separates professional window manufacturers from local assembly shops.
Why a High Speed Copy Router for Aluminium Windows is Non-Negotiable
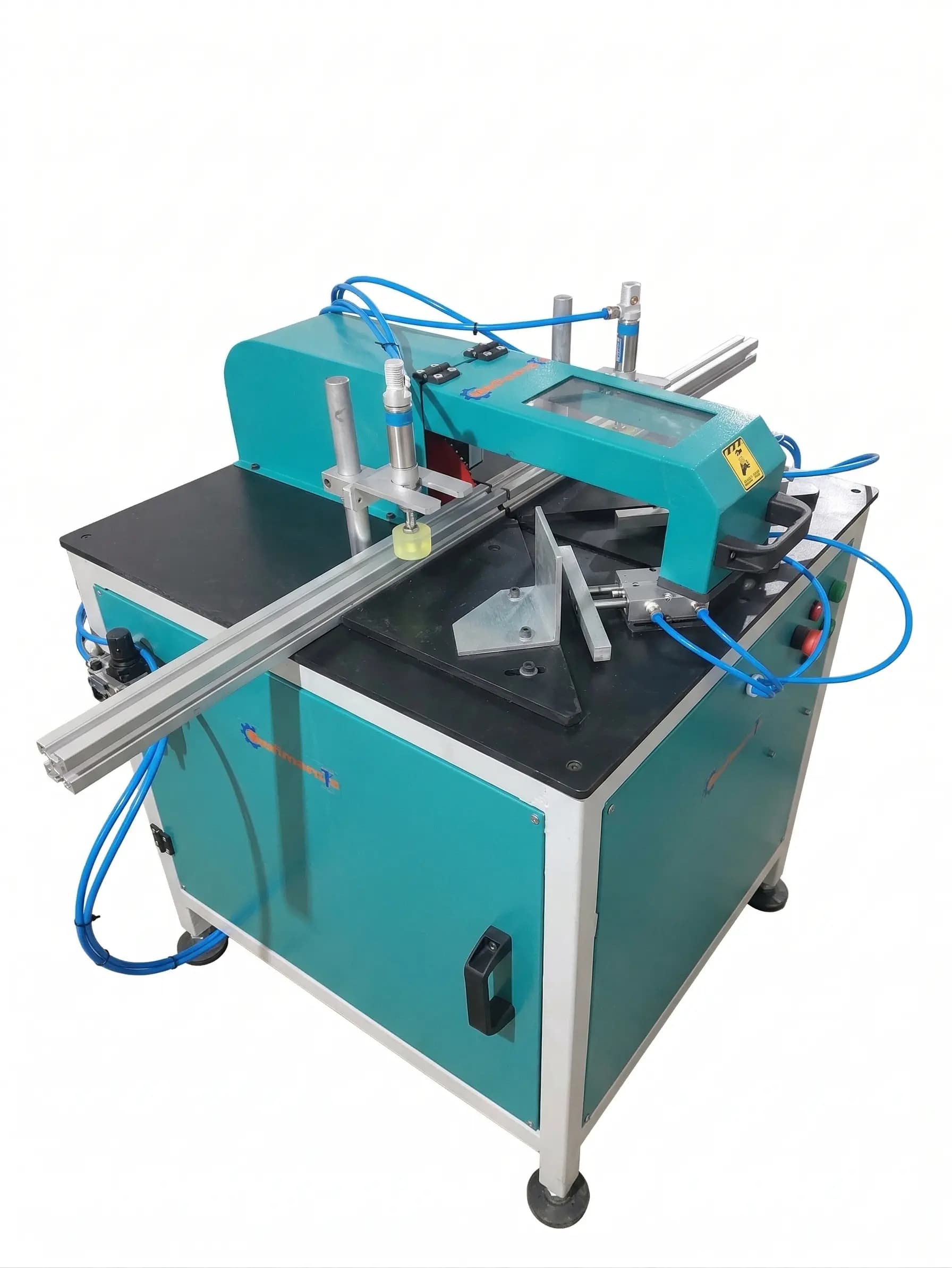
High-speed routing differs fundamentally from standard drilling. A standard aluminium cutting machine handles the length, but the copy router handles the functionality. Here is why the high spindle speed matters:
- Clean Bur-Free Edges: At 12,000 RPM, the carbide-tipped router bit slices through the aluminium extrusion rather than tearing it. This prevents the formation of internal burs that can jam locking mechanisms.
- Reduced Tool Pressure: Higher speeds allow for a lower feed force. This means the aluminium profile (often conforming to IS 1285 standards) does not deform under the pressure of the cut.
- Template Fidelity: The tracer pin follows a hardened steel template, ensuring that the slot for the lock is exactly the same on the 1st window as it is on the 100th.
In our Mechnovate testing facility, we compared a 2,800 RPM drill press against a 12,000 RPM copy router on a 1.5mm wall-thickness aluminium profile. The drill press caused visible surface dimpling around the hole, whereas the copy router produced a clean, factory-grade finish ready for immediate hardware fitment.
Case Study: 40% Efficiency Increase in Panki Industrial Area
In early 2023, we worked with a fabrication unit in Kanpur that was struggling with a 12% rejection rate on their sliding window sashes. Their process involved manual marking using a measuring tape and center-punching. We implemented a high-speed copy router integrated with a manual punching machine for drainage holes.
The Results Over 6 Weeks:
- Rejection Rate: Dropped from 12% to 0.5%.
- Production Speed: Output increased from 25 frames per day to 42 frames per day without adding staff.
- Hardware Fitment Time: Reduced from 7 minutes per sash to under 90 seconds.
The owner noted that the 'feel' of the lock was significantly smoother because the actuator was perfectly aligned with the strike plate. This is the difference that window machinery makes in a competitive market like Uttar Pradesh.
Technical Comparison: Manual Drilling vs. High Speed Routing
| Feature | Manual Drilling | High Speed Copy Router |
|---|---|---|
| Spindle Speed | 1,500 - 3,000 RPM | 12,000 - 18,000 RPM |
| Accuracy Tolerance | +/- 1.5mm | +/- 0.1mm |
| Clamping | Manual / Hand-held | Pneumatic (6-8 bar) |
| Cooling | Occasional Spray | Integrated Mist Lubrication |
| Skill Level Required | High (Expert Layout) | Low (Template Guided) |
For those looking at the aluminium cutter machine price, it is important to factor in the 'cost of error.' One ruined 6-meter length of premium powder-coated profile can cost more than a month's electricity for a copy router machine.
Lessons Learned: Common Mistakes to Avoid
After years on the shop floor, I have identified several recurring mistakes when using aluminium fabrication equipment:
- Ignoring Spindle Run-out: If your spindle has a run-out of more than 0.03mm, your bits will snap frequently. Always check the collet for dust and debris.
- Poor Pneumatic Pressure: If your shop air drops below 6 bar, the pneumatic clamps may micro-shift during routing. This ruins the alignment. Always use a dedicated compressor for your upvc window manufacturing machines.
- Using HSS Bits on High-Speed Spindles: High-speed routers require Solid Carbide bits. High-speed steel (HSS) bits will overheat and lose their edge within hours at 12,000 RPM.
- Template Misalignment: Ensure your template is centered to the profile stops. A common mistake is not checking the 'zero point' every morning before production starts.
ROI for Kanpur Fabricators: Is it Worth the Investment?
When considering the upvc machine price list or aluminium equipment costs, look at the labor savings. In Kanpur, a skilled fabricator's time is expensive. If a copy router saves 5 minutes per window, and you produce 30 windows a day, you save 2.5 hours of labor daily. Over a 300-day working year, that is 750 hours of recovered productivity. This machine typically pays for itself within the first 8 to 10 months of operation in a mid-sized workshop.
Whether you are a uPVC machinery manufacturer or a specialized aluminium shop, the transition from manual to semi-automatic routing is the single biggest jump in quality you can make. It ensures your windows meet ISO 9001 quality standards and BS EN 12020 tolerances for extruded profiles.
Frequently Asked Questions (FAQ)
Q1: Can I use the same copy router for both aluminium and uPVC? Yes, most high-speed copy routers are designed for both. However, when switching to aluminium, you must ensure the mist lubrication system is active to prevent the bit from 'welding' to the metal. For uPVC, lubrication is usually unnecessary.
Q2: What is the ideal motor power for a copy router? For standard aluminium windows (1.2mm - 2.0mm thickness), a 1.1kW to 1.5kW motor is ideal. This provides enough torque to maintain RPM under load without excessive power consumption.
Q3: How often should I replace the router bits? With a high-quality solid carbide bit and proper lubrication, you should get 500-800 cycles before needing a sharpen or replacement. If you see smoke or hear a high-pitched 'screaming' sound, the bit is dull and needs changing immediately to protect the spindle.
Q4: Do I need a CNC machine to get perfect lock holes? While a CNC aluminium profile cutting machine or machining center is the gold standard, a manual copy router with a high-quality template provides 95% of the same accuracy at 10% of the cost for lock-hole applications.