Overcoming Slot Inaccuracy: Copy Router Guide for Bangalore
To eliminate slot inaccuracy in aluminium window fabrication, you must address the three pillars of routing: spindle stability, bit geometry, and clamping rigidity. In Bangalore’s high-volume fabrication hubs like Peenya and Bommasandra, we often see fabricators struggling with 'slot drift' where lock holes do not align with the striker plates. This isn't just a cosmetic issue; it leads to hardware failure and increased site rework. A high-speed copy router for aluminium windows running at 12,000 RPM is the industry standard to solve these tolerances issues.
The Bangalore Case Study: Solving the 5mm Drift
Last year, our team assisted a mid-sized aluminium fabrication unit in Peenya that was losing approximately 12% of their profile stock to routing errors. They were using a low-cost, repurposed wood router which lacked the necessary RPM and thermal stability for 2mm wall thickness aluminium profiles. The result was 'burring' and slots that were consistently 0.5mm to 1.5mm off-center.
We replaced their setup with a dedicated Copy Router Machine and implemented a three-step calibration process. Over six weeks, we monitored their output. By switching to a high-speed spindle and pneumatic vertical clamping, they reduced their cutting waste from 12% to less than 2%. Their daily output increased by 45 frames because the assembly team no longer had to 'force' hardware into misaligned slots. This transition proved that precision engineering is an investment, not an expense.
Technical Specifications for Precision Routing
When evaluating a copy router for your workshop, you must look beyond the motor wattage. To meet ISO 9001 quality standards in window production, your equipment should meet these minimum benchmarks:
- Spindle Speed: For aluminium, you need a minimum of 12,000 RPM. Lower speeds cause the bit to 'grab' the material, leading to chatter marks and oval-shaped holes.
- Collet Quality: Use ER-20 or higher precision collets. A 'run-out' of even 0.05mm at the spindle will translate to a 0.5mm error at the bit tip.
- Clamping System: Manual G-clamps are insufficient for high-speed work. Pneumatic horizontal and vertical clamps ensure the profile stays dead-level against the back-fence.
- Cooling: A mist spray lubrication system is non-negotiable. Without it, aluminium chips weld themselves to the carbide bit, causing it to snap or overheat the profile.
Why Your Current Slots are Inaccurate
Slot inaccuracy usually stems from 'Template Play.' If your copy pin is even slightly smaller than your template guide, the bit will wander. At Mechnovate, we recommend a 1:1 ratio with hardened steel templates. Many aluminium window fabrication machine suppliers Pune and Bangalore often provide soft plastic templates that warp under heat; always insist on steel or high-density composite.
Another common culprit is the feed rate. Senior engineers know that 'forcing' the bit through the profile creates heat friction. A controlled, steady lateral movement allows the 5mm or 8mm carbide end-mill to eject chips efficiently. If you see 'blueing' on your bits, your feed rate is too slow; if you see jagged edges, it is too fast.
Advanced Features: From Manual to Automatic
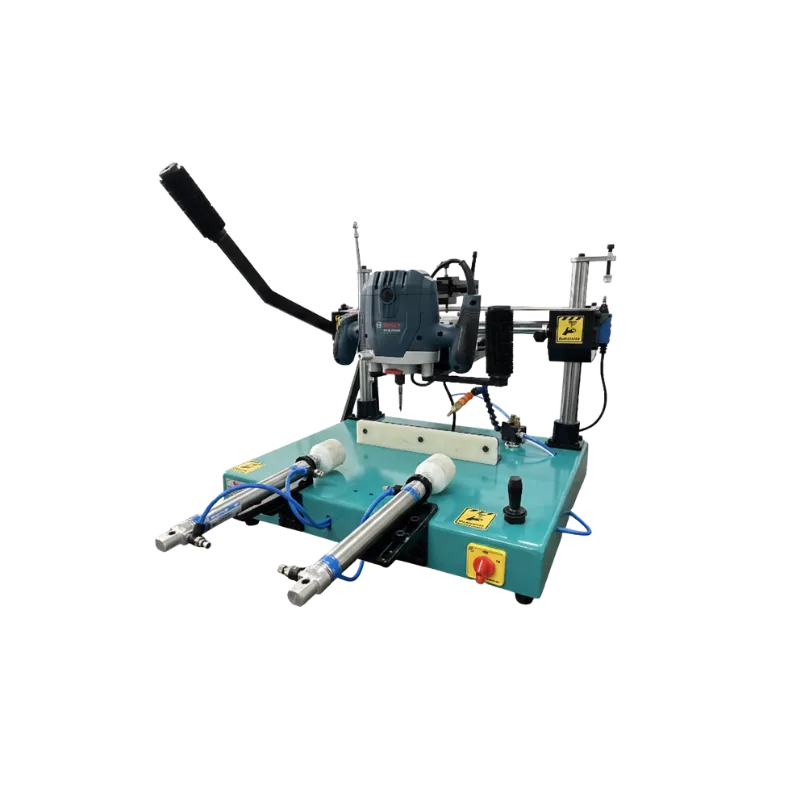
For fabricators looking to scale, a Single Head Cutting Machine should be paired with a router that features a triple-spindle drilling attachment. This allows for the simultaneous routing of the handle hole and the three-hole pattern for the transmission gear (espag).
- Pneumatic Tracer Pins: These allow the operator to switch between different template depths without manual adjustment.
- Hydro-pneumatic Feed: Found in high-end models, this ensures the plunge action is smooth, preventing the 'entry-shock' that often breaks 5mm bits.
- Multi-Step Stops: These allow for different depth settings for various series (e.g., 25 series vs. 35 series profiles) without recalibrating the machine.
Common Mistakes to Avoid in the Workshop
- Neglecting Collet Hygiene: Dust and oil inside the collet are the leading causes of bit vibration. Clean your collets daily with compressed air.
- Using Wood-Grade Bits: Aluminium requires a specific 'up-flute' geometry to pull chips out of the slot. Using wood bits will lead to clogged flutes and snapped tools.
- Ignoring Air Pressure: Most pneumatic clamps require a steady 6-8 bar. If your compressor cycles down, your clamping force drops, and the profile will shift mid-route.
FAQ: What Fabricators Ask Mechnovate
Q: What is the best aluminium cutter machine price for a startup in Bangalore? A: For a startup, avoid the cheapest manual imports. A reliable, semi-automatic copy router with pneumatic clamping typically starts between ₹85,000 to ₹1,40,000 depending on the spindle grade and additional features like triple-spindle drilling.
Q: How often should I replace my routing bits? A: In a high-volume Bangalore unit, a solid carbide bit should last for approximately 500-800 slots if properly lubricated. Once you feel resistance or see increased 'burr' on the exit side, the bit is dull and needs replacement.
Q: Can I use one machine for both uPVC and Aluminium? A: While the mechanics are similar, the RPM requirements differ. A high-speed copy router for aluminium windows is perfect for uPVC, but a low-speed uPVC router will struggle with the density of aluminium and may burn out the motor.