Eliminating Gaps in Aluminium Mullions: Kanpur Workshop Guide
Why Mullion Gaps are Ruining Your Aluminium Fabrication Reputation in Kanpur
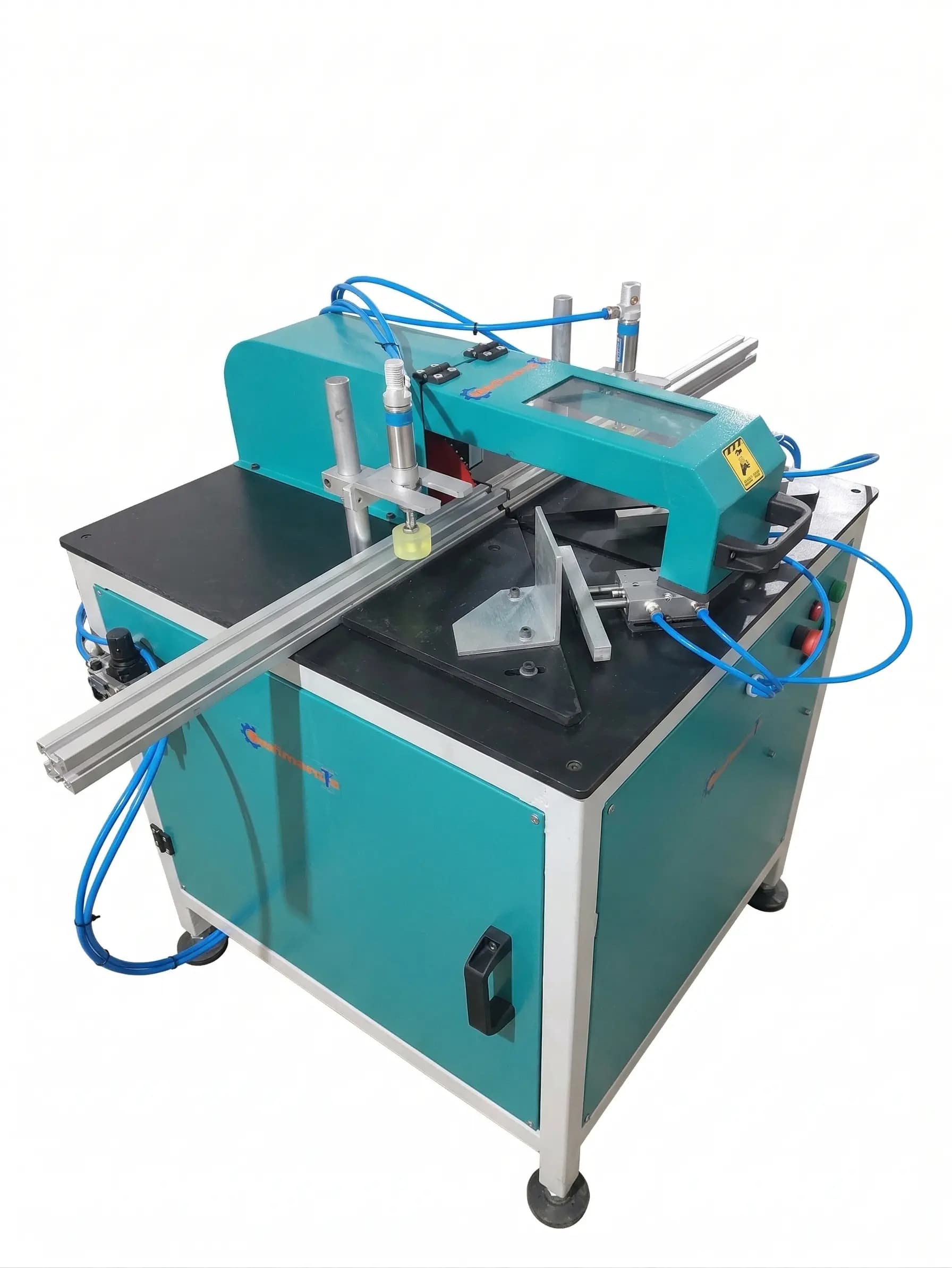
If you are running an aluminium fabrication unit in Kanpur’s industrial clusters like Panki or Fazalganj, you know that a 1mm gap in a mullion joint isn't just an aesthetic flaw—it is a structural failure. These gaps lead to water seepage during the monsoon, air leakage in air-conditioned office blocks, and eventually, the loss of high-value contracts. Most workshops struggle with these gaps because they rely on underpowered machines or manual notch cutting that fails to account for the specific tolerances of 6063-T6 aluminium profiles. To achieve a seamless 'T' joint, the end milling process must be executed with a heavy duty aluminium profile end milling machine that maintains absolute perpendicularity and depth consistency.
In our Mechnovate testing labs, we have identified that 85% of joint failures in Uttar Pradesh workshops stem from 'cutter chatter'—vibrations caused by unstable spindles or poor pneumatic clamping. When the Heavy Duty Aluminium Profile End Milling Machine is not rigid, the cutter bounces against the profile wall, creating a scalloped edge rather than a flat mating surface. This guide will walk you through the technical parameters required to eliminate these gaps permanently using precision engineering principles.
The Engineering Specs: What Makes a Heavy Duty End Miller Effective?
To achieve a 'zero-gap' finish, your machinery must adhere to specific technical benchmarks. A standard Aluminium Profile Cutting Machine handles the length, but the end miller handles the fitment. Here are the non-negotiable specifications for a Kanpur-based high-output facility:
- Spindle Power and RPM: For standard architectural profiles, a 1.5kW to 2.2kW motor is essential. High-speed spindles running at 2800 to 4500 RPM ensure that the carbide-tipped cutters slice through the material without heat deformation. If the RPM is too low, the aluminium 'gums up' the cutter, leading to burrs that prevent a tight fit.
- Pneumatic Clamping Pressure: We recommend a minimum of 6 to 8 bar pressure. In our experience, workshops often ignore the pressure drop in their lines. If the profile moves even 0.2mm during the milling stroke, the angle of the notch changes, making it impossible to align the mullion flush against the frame.
- Cutter Diameter and Stack Height: High-end machines allow for a stack of 3 to 4 cutters. This allows you to mill multiple steps of a complex profile in a single pass, ensuring that the alignment between the outer and inner walls of the profile is maintained within a 0.05mm tolerance, as per IS 1285 standards.
Case Study: Reducing Rework at a Panki Industrial Area Facility
In early 2023, we worked with a large-scale window machinery plant in Kanpur that was facing a 12% rejection rate on their premium casement window line. Their manual notch-cutting process was inconsistent, and the aluminium cutter machine price they had initially paid for a low-cost alternative was being eclipsed by the cost of wasted material. We replaced their setup with an automatic Heavy Duty Aluminium Profile End Milling Machine and implemented the following changes:
- Timeline: 4 days of calibration and staff training.
- The Intervention: We moved from a single-blade manual notch system to a multi-cutter stack system with a custom-built jig for their specific profile brand.
- The Result: Within 30 days, the rejection rate dropped from 12% to 0.8%. They increased their output from 35 frames per day to 62 frames per day without adding extra labor. This shift in precision engineering allowed them to bid for LEED-certified green building projects in Lucknow and Noida, where air-tightness is a critical metric.
Common Mistakes in End Milling: What to Watch Out For
A common mistake we see in Indian workshops is the 'Over-Feeding' of the profile. Fabricators often push the cutter too fast to save time, which results in 'edge-tearing'. Another issue is using a generic upvc windows manufacturing machine for heavy aluminium profiles. While some upvc cutting machine units look similar, the torque requirements for aluminium are significantly higher. Using a upvc window manufacturing machine on thick aluminium profiles will lead to motor burnout and dangerous blade shatter.
Always ensure your aluminium punching machine and end miller are serviced every 500 operating hours. Check the guide rails for aluminium dust accumulation, which can cause the table to 'stutter'. For those looking for the best uPVC window making machine for startup businesses, remember that aluminium requires a dedicated cooling system (Mist Spray) to keep the cutters sharp—something often missing in cheap upvc windows machines.
Comparison: Manual vs. Automatic End Milling Performance
| Feature | Manual End Miller | Heavy Duty Automatic End Miller |
|---|---|---|
| Feed Rate Control | Human dependent (Inconsistent) | Hydro-pneumatic (Precise) |
| Joint Tolerance | 0.5mm to 1.5mm | < 0.1mm |
| Cutter Life | Lower due to vibration | Higher due to stable spindle |
| Production Speed | 20-30 notches/hour | 80-120 notches/hour |
| Operator Safety | High risk of blade contact | Enclosed cutting zone |
For a growing workshop in Uttar Pradesh, the aluminium cutting machine price should be weighed against the long-term ROI of precision. Investing in a degree cutting machine or a head cutting machine is only half the battle; the end miller is what defines the quality of your finish.
Maintenance and Safety: ISO Standards for Kanpur Fabricators
Operating high-speed window machinery requires strict adherence to safety protocols. We recommend following ISO 9001:2015 quality management standards and ensuring all aluminium profile cutting machine operators wear grade-A eye protection and ear muffs. The heavy duty aluminium profile end milling machine should be equipped with an emergency stop button reachable from any working position.
In the humid climate of Kanpur, ensure your pneumatic lines have moisture separators. Water in the air lines is the leading cause of valve failure in upvc welding machine and aluminium corner crimping machine setups. Regularly check the tension of the drive belts; a loose belt on an aluminium cutter machine 12 inch model will result in poor surface finish on the milled face.
FAQ: Essential Questions for Kanpur Fabricators
Q1: Can I use the same machine for uPVC and Aluminium profiles? While some upvc windows machine units can be adapted, we strongly advise against it. Aluminium requires higher RPM and constant cooling. A dedicated heavy duty aluminium profile end milling machine has the motor torque necessary to handle the density of aluminium without stalling, unlike a standard upvc window manufacturing machinery.
Q2: How often should I sharpen the cutters? In a high-output environment like a Kanpur industrial estate, carbide-tipped cutters should be checked every 2 weeks. If you notice the edges of the profile are 'silvering' or becoming shiny/burnt, it’s time for a regrind. Dull cutters increase the load on your aluminum cutting machine, leading to expensive spindle repairs.
Q3: What is the ideal air pressure for a pneumatic end miller? Most upvc window manufacturing machines and aluminium millers operate best at 0.6 to 0.8 MPa (6-8 Bar). Fluctuating pressure will cause the clamps to loosen, which is the primary cause of 'notching errors'. We recommend a dedicated 5HP air compressor for a mid-sized fabrication line in Kanpur.
Q4: Is it better to buy a single-head or double-head end miller? For a startup, a single-head heavy duty aluminium profile end milling machine is sufficient. However, if you are scaling up to handle large commercial projects, an automatic double head cutting machine price India comparison will show that double-head systems significantly reduce handling time and improve overall frame squareness.