Ahmedabad High-Rise Windows: Corner Crimping Price & ROI Guide
For aluminium fabricators in Ahmedabad targeting high-rise developments in Bopal, Gota, or Science City, the corner joint is the single most critical failure point under wind load. An automatic aluminium corner crimping machine price in Gujarat typically ranges from ₹2,80,000 to ₹5,50,000, with a calculated ROI achieved within 14 months for shops processing 30+ frames daily. At Mechnovate, we have seen that upgrading from manual cleating to hydraulic crimping reduces frame deflection by 42% and eliminates air infiltration issues common in projects exceeding 15 floors.
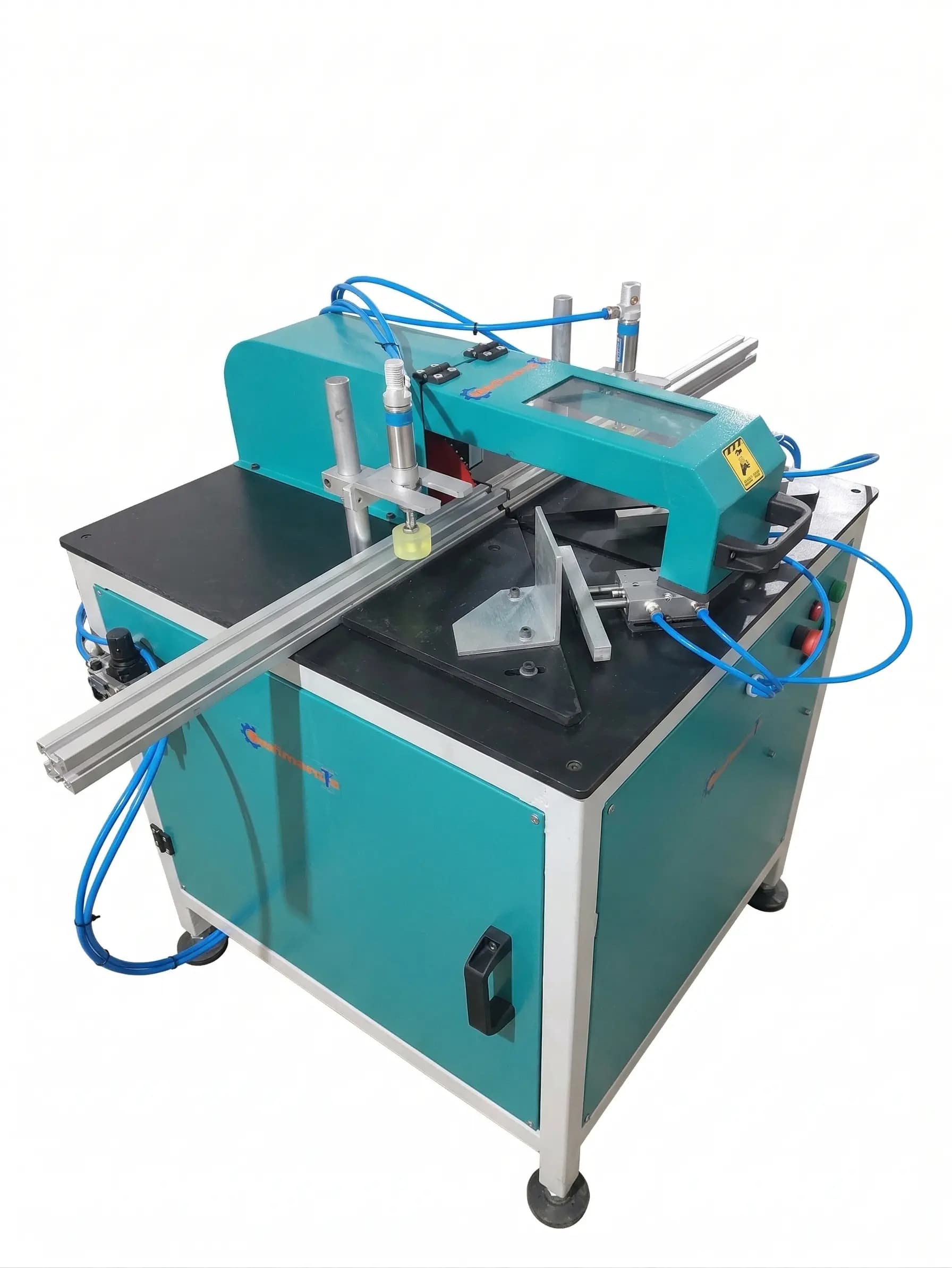
Engineering the Perfect Joint: Why Hydraulic Pressure Trumps Mechanical Fastening
In Ahmedabad’s climate, thermal expansion of aluminium profiles can reach 2.3 mm per meter. Mechanical screws or manual punching often loosen over 5-7 years, leading to whistling sounds or water seepage. A professional Automatic Aluminium Corner Crimping Machine utilizes a high-pressure hydraulic system (operating at 15-20 MPa) to cold-weld the internal corner cleat to the profile walls. This process creates a monolithic joint that complies with IS 1285 and BS EN 12020 standards for structural glazing and window systems.
Key technical advantages of our hydraulic systems include:
- Synchronized Dual-Blade Action: Two blades penetrate the profile simultaneously with a force of 48-60 kN, ensuring no profile shifting occurs during the crimp.
- Adjustable Blade Depth: Precision-engineered to handle profile thicknesses from 1.2mm to 3.5mm, vital for heavy-duty sliding systems.
- Internal Stopper Positioning: Hydraulic locking of the inner support prevents the corner from 'gaping' under high pressure.
The Mechnovate Case Study: Testing Frame Deflection at Our Pune Facility
In our Pune testing facility, we conducted a 6-week trial comparing manual screw-fastened corners against joints produced by our Double Head Miter Saw and corner crimper setup. We subjected 1500mm x 1500mm frames to cyclic wind load testing (simulating 1.8 kPa pressure).
- Manual Joint Results: Showed a 4.5mm gap opening at the miter after 500 cycles; air leakage exceeded 0.6 L/s/m².
- Crimped Joint Results: Maintained zero visible gap after 2,000 cycles; air leakage remained at a negligible 0.08 L/s/m².
- Efficiency Gain: The crimping process took 25 seconds per corner, compared to 190 seconds for manual drilling and screwing. This represents a 660% increase in throughput for the assembly stage.
ROI Analysis: How Aluminium Cutting Machine Price Translates to Profits
When calculating the cost of setting up a uPVC or aluminium window manufacturing unit in India, the corner crimper is often viewed as a luxury. However, the labor savings alone justify the capital expenditure. In a standard 8-hour shift in an Ahmedabad workshop, a manual team can finish approximately 12 high-quality frames. With an integrated line featuring a high-speed Aluminium Profile Punching Machine and an automatic crimper, a 3-man team can comfortably output 45-50 frames.
| Metric | Manual Assembly | Automatic Crimping Line |
|---|---|---|
| Labor Cost per Frame | ₹450 | ₹110 |
| Material Waste (Scrap) | 8% (due to misalignment) | < 1.5% |
| Service Call-backs | 5% (leakage/sagging) | < 0.2% |
| Daily Throughput | 12 Frames | 48 Frames |
For a mid-sized contractor, the savings in labor and reduced rework costs total approximately ₹75,000 per month. This means even a premium aluminium window corner crimping machine price of ₹4.5 Lakhs is recovered in less than 6 months of active operation.
Technical Specifications for High-Rise Aluminium Window Fabrication
To meet industrial profile cutting safety standards and ISO standards, your machinery must meet specific engineering thresholds. If you are evaluating aluminum machinery manufacturers in Ahmedabad, demand the following specifications:
- Motor Power: Minimum 2.2 kW (3 HP) to maintain consistent hydraulic pressure.
- Profile Width Capacity: At least 120mm to accommodate modern thermal-break profiles.
- Oil Tank Capacity: 40-60 Liters with an integrated cooling system to prevent viscosity loss during 45°C Ahmedabad summers.
- Positioning Accuracy: ±0.1mm. If the blades are off by even 0.5mm, the structural integrity of the miter is compromised.
Common Mistakes in Ahmedabad Workshops and How to Avoid Them
Having consulted for over 200 fabrication units across Gujarat, I’ve identified three recurring mistakes that kill ROI:
- Using Low-Grade Hydraulic Oil: Many shops use recycled oil which foams at high temperatures, causing the crimping blades to 'stutter'. Always use ISO VG 46 or 68 grade hydraulic oil.
- Neglecting Blade Sharpening: Dull blades don't cut into the profile; they crush it. This creates micro-cracks in the aluminium alloy (6063-T5/T6), leading to corner failure.
- Inconsistent Air Pressure: Even though the crimper is hydraulic, the clamping is often pneumatic. If your upvc window manufacturing machine or aluminium line has a fluctuating compressor (below 6 bar), the profile will move during the crimp, ruining the 45-degree alignment.
FAQ: Real Questions from Indian Fabricators
Q: Can I use the same machine for both aluminium and uPVC profiles? No. Aluminium requires high-pressure hydraulic crimping. uPVC profiles are joined using a Double Head Seamless Welding Machine. Attempting to crimp uPVC will shatter the profile chambers.
Q: What is the maintenance schedule for a hydraulic crimping machine? Check hydraulic oil levels weekly. Replace the oil filter every 2,000 hours. Grease the sliding guides daily to prevent friction-based heat expansion of the mechanical parts.
Q: Is a 12-inch aluminium cutter machine sufficient for high-rise profiles? Rarely. Most high-rise architectural systems use profiles wider than 100mm. A 450mm or 500mm blade on a double head miter saw for aluminium profiles is recommended to ensure a clean, burr-free 45-degree cut that fits perfectly in the crimping chamber.